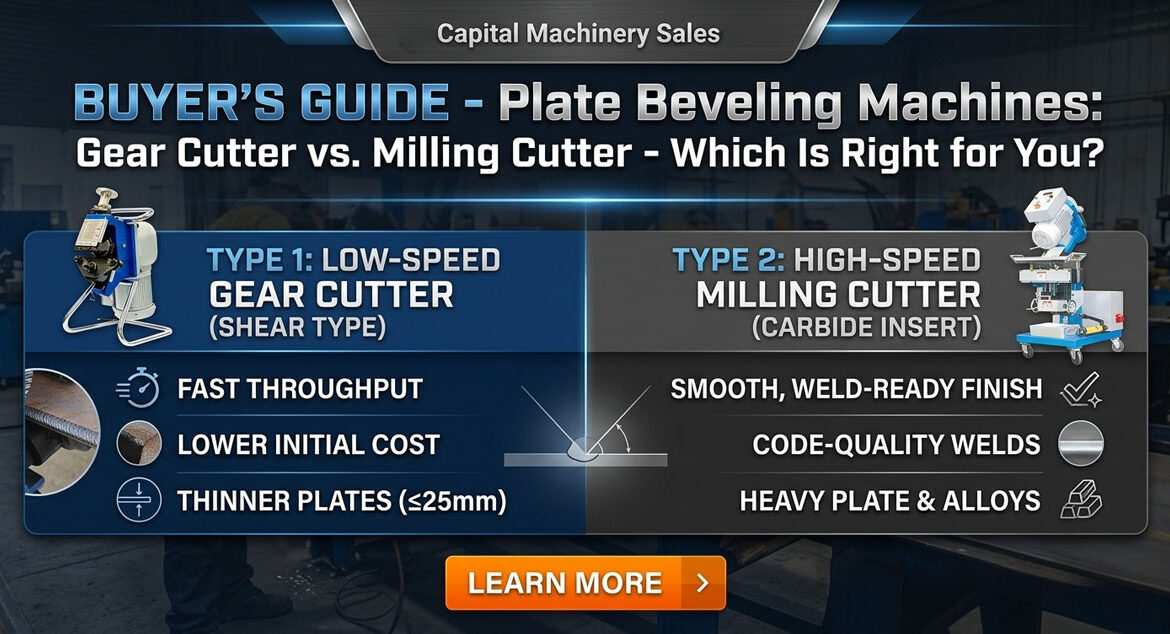
Buyer’s Guide – Plate Beveling Machines Gear Cutter vs. Milling Cutter – Which Is Right for You?
What Is a Plate Beveling Machine?
A plate beveling machine – also referred to as a plate beveller or edge beveler – prepares the edge of a steel plate before welding by cutting a precise angled profile. Proper weld edge preparation is not optional in professional fabrication: without it, welds are prone to lack of fusion, poor penetration, inclusions, and porosity – defects that compromise structural integrity and cause costly field failures.
Machine beveling consistently outperforms manual angle grinding and thermal cutting methods (oxy-fuel, flame, or plasma) across every key metric: tighter angle tolerances, superior surface finish, zero heat-affected zone (HAZ), and full compliance with major welding codes. In Australia, this matters particularly for fabricators working to AS/NZS 1554 (Structural Steel Welding), ASME, AWS D1.1, EN 1090, and API standards.
There are two fundamentally different machine types available on the market today. Understanding the difference will save money, reduce rework, and ensure your weld preparation meets the required code.
Type 1: Low-Speed Gear Cutter (Gear/Shear Type Beveler)
The low-speed gear cutter – sometimes called a gear-type plate beveler or shear-type beveler – uses interlocking hardened gear-like cutters that rotate at low speed. The cutting action is closer to shearing or cold-forming: the cutters mesh together and remove (or deform) material from the plate corner as the machine travels along the edge.
Advantages
- Fast throughput – typically 2 to 3 times faster than milling-type machines along the same edge length, making it attractive for high-volume weld preparation.
- Lower upfront machine cost suits budget-conscious fabrication workshops.
- Simpler design with fewer consumables results in lower ongoing running costs per metre.
- Both gear-type and milling-type machines are cold-cutting processes, producing no heat-affected zone regardless of which type you choose.
- Good choice for high-volume general fabrication on standard mild steel where throughput speed is the primary driver.
Disadvantages
- Leaves a rougher, work-hardened surface that typically requires secondary grinding before code-quality welding – adding time and labour cost.
- Not suitable for inspected welds governed by standards such as ASME Section VIII, AWS D1.1, EN 1090, AS/NZS 1554, or API codes.
- Limited to thinner plates – most gear-type machines handle up to approximately 25 mm plate thickness.
- Only produces straight bevel profiles. J-bevels, compound profiles, and precise root faces are not achievable with this machine type.
- Not suitable for specialty or hard materials such as stainless steel, duplex stainless, Inconel, or high-strength structural grades.
Best Suited To
General and structural fabrication shops running high volumes of non-inspected welds on standard mild steel up to 25 mm thick, where speed and cost per metre of beveled edge are the primary drivers.
Type 2: High-Speed Milling Cutter (Carbide Insert Plate Beveler)
The high-speed milling cutter – also known as a carbide insert plate beveler, milling-type beveling machine, or cold milling beveler – works like a conventional milling machine. A rotating cutter head fitted with replaceable carbide inserts machines the bevel by cutting away material at high rotational speed. The result is a precisely machined edge rather than a sheared or cold-formed one.
Advantages
- Produces a smooth, near-mirror surface finish directly off the machine – no secondary grinding required before welding.
- No heat-affected zone. Because it is a cold mechanical process, the base metal’s original mechanical properties are fully preserved. This is critical for stainless steel, duplex stainless, Inconel, wear-resistant steels, and high-strength structural grades where thermal cutting causes carbide precipitation, sensitisation, or reduced impact toughness.
- Complies with major welding codes – ASME Section VIII (pressure vessels), AWS D1.1 (structural steel), EN 1090 (European steel construction), AS/NZS 1554 (Australian structural welding), and API standards all accept or require machine-milled edges.
- Handles a wide range of bevel profiles on a single machine: standard V-bevels, J-bevels, compound profiles, and precise root faces – all with adjustable settings.
- Capable of processing heavy plate, with heavy-duty units handling up to 100 mm or more – essential for pressure vessel, shipbuilding, and heavy structural applications.
- Safe to use in environments where hot work is restricted or prohibited – such as shipyards, offshore platforms, oil refineries, chemical plants, and LNG facilities – because no sparks are produced during cutting.
- Suitable for a wide range of materials beyond mild steel: stainless steel, duplex stainless, Inconel, aluminium, high-strength structural grades, and wear-resistant steels.
Disadvantages
- Slower feed rate compared to gear/shear-type machines for the same linear metre of bevel.
- Higher initial machine purchase price than a gear-type equivalent.
- Carbide inserts are a recurring consumable expense. Insert life is reduced when cutting very hard or abrasive steels if cutting parameters are not optimised.
- More setup time is required when switching between bevel angles and profiles.
Best Suited To
Any application requiring code-quality weld preparation, specialty or high-alloy materials, plate thicker than 25 mm, or varied bevel profiles. This is the standard choice for pressure vessel fabrication, shipbuilding, offshore construction, structural steel under third-party inspection, and any work governed by ASME, AWS D1.1, EN 1090, AS/NZS 1554, or API welding standards.
Side-by-Side Comparison
Use this table to evaluate each machine type against the factors that matter most for your fabrication environment.
| FACTOR | LOW-SPEED GEAR CUTTER | HIGH-SPEED MILLING CUTTER |
|---|---|---|
| Cutting Speed | 2–3× faster throughput | Slower – but more controlled |
| Surface Finish | Rough, work-hardened edge | Smooth, near-mirror finish |
| Weld Readiness | Usually needs grinding before welding | Weld-ready directly off the machine |
| Heat-Affected Zone | None (cold process) | None (cold process) |
| Code Compliance | General fabrication only | ASME VIII, AWS D1.1, EN 1090, AS/NZS 1554, API |
| Plate Thickness | Typically up to ~25 mm | Up to 100 mm+ on heavy-duty units |
| Bevel Profiles | Straight bevels only | V-bevel, J-bevel, compound, root face |
| Material Range | Mild steel, standard grades | Mild steel, stainless, duplex, Inconel, high-strength alloys |
| Machine Cost | Lower upfront cost | Higher upfront cost |
| Running Costs | Lower – fewer consumables | Carbide inserts are a recurring cost |
| Best For | High-volume general fab, non-inspected welds | Code-quality welds, specialty materials, thick plate |




Quick Decision Guide
Match your situation to the right machine type at a glance.
| IF YOUR SITUATION IS… | CHOOSE… |
|---|---|
| High volume, thin plate (≤25 mm), general fabrication, non-inspected welds | Low-Speed Gear Cutter |
| Code-quality welds (ASME, AWS D1.1, EN 1090, AS/NZS 1554, API) | High-Speed Milling Cutter |
| Stainless steel, duplex, Inconel or high-strength structural alloys | High-Speed Milling Cutter |
| Plate thicker than 25 mm | High-Speed Milling Cutter |
| J-bevels, compound profiles, or precise root faces required | High-Speed Milling Cutter |
| Restricted hot-work environment (no sparks) | Either (both are cold-cutting processes) |
| Budget is the primary concern, and weld inspection is not required | Low-Speed Gear Cutter |
| Shipbuilding, offshore platforms, or pressure vessel fabrication | High-Speed Milling Cutter |
| Mining or resource sector heavy fabrication | High-Speed Milling Cutter |
Why Weld Edge Preparation Matters in Australian Fabrication
In Australia, fabricators across structural steel, mining, oil and gas, defence, and infrastructure sectors operate under strict quality and compliance requirements. Weld preparation is a foundational step – not an afterthought.
Poor edge preparation is one of the leading causes of weld defects identified in third-party weld inspections. The most common consequences include:
- Lack of fusion – filler metal fails to bond with the base material, creating a discontinuity in the joint.
- Incomplete penetration – the root of the weld is not fully fused, reducing load-carrying capacity.
- Slag inclusions – inadequate surface preparation traps slag between weld passes.
- Porosity – surface contamination or oxidation introduced by thermal cutting enters the weld pool.
A milling-type plate beveler eliminates these risks at the source by producing a clean, oxidation-free, mechanically prepared surface that is immediately weld-ready to code. Fabricators working to AS/NZS 1554 (the primary Australian structural welding standard) will find that machine-milled weld preparation consistently satisfies inspector requirements and supports traceability documentation.
Cold Cutting vs. Thermal Cutting: Understanding the Difference
Both gear-type and milling-type plate bevelers are cold-cutting machines – they remove material mechanically without generating heat that could alter the base metal’s properties. This is a critical distinction from thermal cutting methods such as oxy-fuel cutting, plasma cutting, and laser cutting.
Why Cold Cutting Matters
- No heat-affected zone (HAZ) – the base metal’s grain structure, hardness, and mechanical properties remain unchanged.
- No oxidation layer – thermal processes leave an oxide-rich surface that must be removed before welding on stainless steel, duplex, and Inconel.
- No carbide precipitation – a thermal HAZ in austenitic stainless steel causes sensitisation, reducing corrosion resistance at the grain boundaries.
- No residual stress – thermal cutting introduces residual tensile stress that can promote distortion or stress-corrosion cracking in service.
- Immediate weld readiness – milled edges can be welded directly without grinding, pickling, or additional surface treatment (except for joint fit-up).
For fabricators working with high-value specialty alloys or critical pressure-containing equipment, cold milling is not simply preferable – it is often the only process that maintains material certification traceability.
Questions to Ask Before You Buy a Plate Beveling Machine
Before selecting a machine, work through these questions with your equipment supplier:
- What is the thickest plate I will regularly bevel? If it regularly exceeds 25 mm, a milling-type machine is required.
- Are my welds subject to inspection under ASME, AWS D1.1, EN 1090, AS/NZS 1554, or API codes? If yes, milling-type beveling is the only compliant option for direct weld preparation.
- What materials will I be processing? Stainless steel, duplex stainless, Inconel, and high-strength alloys require cold milling to avoid damaging material properties and invalidating material certifications.
- Do I need J-bevels, compound profiles, or precise root faces? Only milling-type machines provide this flexibility.
- Is my work environment hot-work restricted? Both machine types are cold-cutting, but confirm with your site safety officer and the site hot-work permit procedure.
- What is my expected production volume? If throughput on thin standard-grade steel is the dominant driver and weld inspection is not required, a gear/shear-type machine may be the more economical choice for your workflow.
- What is the total cost of ownership? Factor in consumable (carbide insert) costs, operator time savings from eliminating secondary grinding, and the cost of rework or failed weld inspections when choosing on price alone.
Summary: Which Plate Beveling Machine Is Right for You?
The gear-type cutter wins on speed and upfront cost for straightforward, non-inspected fabrication on standard mild steel up to 25 mm. The milling-type cutter wins on surface quality, material versatility, bevel profile range, welding code compliance, and the ability to process heavier plate.
For most professional fabrication environments in Australia – particularly those working to AS/NZS 1554, ASME, AWS, or API standards, handling specialty alloys, or requiring variable bevel profiles – the high-speed milling-type plate beveler is the more capable and ultimately more cost-effective long-term investment, even at a higher initial purchase price.
The real cost of the wrong machine is not the price difference between machine types. It is the additional grinding labour, the failed weld inspections, the rework, and in some cases the cost of purchasing a second machine to meet actual production requirements.
If you are unsure which machine type suits your specific application or materials, speak with a knowledgeable equipment specialist before purchasing.
Frequently Asked Questions: Plate Beveling Machines
What is the difference between a gear-type and milling-type plate beveler?
A gear-type (shear-type) beveler uses interlocking low-speed cutters to shear or cold-form the bevel, producing a faster but rougher edge. A milling-type beveler uses a high-speed rotating head with replaceable carbide inserts to machine a precise, smooth bevel – the standard for code-quality weld preparation.
Can a plate beveling machine replace an angle grinder for weld prep?
Yes – and in most professional fabrication environments it should. A milling-type plate beveler produces a cleaner, more consistent bevel directly to code requirements and eliminates the secondary grinding step, reducing total labour time and improving weld quality repeatability.
What plate thickness can a milling-type beveling machine handle?
Entry-level and mid-range milling-type machines handle plate from approximately 6 mm to 40–60 mm. Heavy-duty industrial units extend this to 80 mm or 100 mm and beyond, making them suitable for pressure vessel heads, shipbuilding keel plates, and heavy structural members.
Is cold milling suitable for stainless steel and duplex?
Yes. Cold mechanical milling is the preferred edge preparation method for stainless steel, duplex stainless, super duplex, and Inconel. Unlike thermal cutting, it produces no heat-affected zone, no oxidation layer, and no carbide precipitation at the grain boundaries – preserving the material’s corrosion resistance and mechanical properties, and maintaining material certification traceability.
What welding standards require machine-milled weld preparation?
ASME Section VIII (pressure vessels), AWS D1.1 (structural steel), EN 1090 (European steel construction), AS/NZS 1554 (Australian structural welding), and API codes all either accept or specifically require machine-milled edge preparation for inspected weld joints. Gear-type/shear-type bevelers that leave a work-hardened or rough surface generally do not satisfy these requirements without additional grinding.
How long do carbide inserts last in a milling-type beveler?
Insert life varies with material hardness, cutting depth, feed rate, and the specific insert grade. On standard mild steel with optimised cutting parameters, a set of inserts can typically produce many metres of bevel before replacement is needed. Using insert grades matched to the material being processed – particularly for hard or abrasive steels – maximises insert life and reduces cost per metre.
This guide is produced for informational purposes. Specifications vary between manufacturers and models. Always confirm performance capabilities, code compliance, and material compatibility with your equipment supplier before purchasing.